O fresamento de alumínio em alta velocidade (HSM, na sigla em inglês) e suas ligas, envolve velocidades de corte significativamente maiores do que as taxas padrão.
Essa abordagem garante a remoção eficiente de material, além de excelente acabamento superficial e precisão. Embora não haja uma definição estrita para o que constitui velocidades de HSM, geralmente se aceita que elas variam de 1,5 a 4 vezes os valores típicos.
Atingir velocidades de corte de HSM exige a operação de fresas em velocidades de rotação extremamente altas, frequentemente chegando a 30.000 RPM ou mais.
Do ponto de vista do projeto, as ferramentas de corte para fresamento de alta velocidade (HSM) de alumínio e suas ligas (coletivamente, 'alumínio') são tipicamente classificadas em três tipos, assim como as fresas de uso geral:
- Ferramentas indexáveis
- Ferramentas inteiriças, principalmente fresas de topo de metal duro
- Ferramentas intercambiáveis, principalmente de carboneto de tungstênio (produtos MULTI-MASTER da ISCAR)
A usinagem em velocidades de rotação excepcionalmente altas exige que as ferramentas de fresamento suportem cargas centrífugas substanciais, mantenham a qualidade do balanceamento e garantam a segurança.
Um objetivo fundamental é alcançar, já na fase de projeto, uma distribuição de massa teoricamente simétrica em relação ao eixo da ferramenta, produzindo uma estrutura de ferramenta "balanceada por projeto".
Esse balanceamento projetado se aplica ao modelo virtual e, compreensivelmente, não substitui o balanceamento físico da ferramenta finalizada.
No entanto, esse projeto habilidoso reduz significativamente o desequilíbrio de massa residual na ferramenta fabricada e torna o balanceamento físico subsequente mais rápido, fácil e confiável.
Ferramentas inteiriças e cabeças intercambiáveis inteiriças (projetados com base em princípios semelhantes) são essencialmente monolíticos.
Isso simplifica bastante a obtenção de uma estrutura balanceada por projeto, especialmente ao usar modelagem 3D em um ambiente CAD moderno.
Por outro lado, para fresas intercambiáveis, que consistem em múltiplos elementos montados, os requisitos de fresamento de alta velocidade (HSM) são particularmente críticos.
O projeto de ferramentas intercambiáveis destinadas ao fresamento de alta velocidade de alumínio e suas ligas concentra-se em abordar várias características desafiadoras específicas do HSM, como:
- Prevenir o deslocamento radial da pastilha causado por forças centrífugas significativas.
- Reduzir a massa dos componentes da ferramenta para diminuir a carga centrífuga.
- Garantir uma ação de corte suave e leve, mesmo em operações que exigem uma configuração de ferramenta de longo alcance.
- Otimizar o perfil do bolsão de cavacos para maximizar o espaço para evacuação de cavacos, mantendo a resistência do núcleo do corpo da ferramenta.
- Moldar canais internos de refrigeração para o fornecimento mais eficaz de fluido refrigerante, entre outros.
As ferramentas do primeiro grupo são fresas de uso geral que suportam insertos intercambiáveis adequados para fresar diversos materiais, incluindo aqueles projetados especificamente para alumínio.
Principalmente, essas fresas são usadas para fresar uma ampla gama de materiais de engenharia e aceitam insertos que possuem o mesmo formato básico e superfícies de referência, que posicionam o inserto no alojamento.
Ao montar insertos com diferentes geometrias de ângulo de ataque e alívio de face, as mesmas fresas podem ser configuradas para usinar tipos específicos de materiais
As ferramentas do primeiro grupo são normalmente operadas em velocidades de corte que não excedem 1000 m/min.
Na usinagem de alta velocidade (HSM), em velocidades de rotação excepcionalmente altas, as forças centrífugas tornam-se substanciais.
Para evitar o deslocamento radial dos insertos causado por essas forças, as ferramentas do segundo grupo incorporam um mecanismo de retenção do inserto.
Como resultado, as velocidades de corte aumentaram significativamente - por exemplo, até cerca de 5000 m/min quando o esforço radial é pequeno.
O terceiro grupo de ferramentas foi desenvolvido para aplicações que exigem passes de fresamento com rampa de descida intensiva.
A geometria de corte agressiva das pastilhas utilizadas nessas ferramentas permite velocidades de corte de até 2000 m/min.
No fresamento de alta velocidade de alumínio, as elevadas forças centrífugas impõem cargas significativas nos parafusos de fixação da pastilha.
Para garantir alta confiabilidade, esses parafusos devem ser substituídos de acordo com as instruções específicas da ferramenta.
Como diretriz geral, a ISCAR recomenda a substituição de um parafuso de fixação a cada dez substituições da pastilha que ele fixa.
Em alguns projetos de ferramentas HSM, as pastilhas são fornecidas juntamente com seus parafusos de fixação em embalagens combinadas.
As pastilhas e os parafusos são selecionados dentro de tolerâncias rigorosas para atender ao grau de balanceamento exigido da ferramenta montada. Nesses casos, os parafusos devem ser substituídos sempre que as pastilhas forem substituídas
É importante observar que os requisitos de balanceamento não se limitam ao conjunto da ferramenta, que compreende o corpo da ferramenta, as pastilhas e os elementos de fixação, como os parafusos.
Todo o sistema de ferramentas - incluindo o conjunto da ferramenta, o adaptador básico montado no fuso da máquina-ferramenta e quaisquer elementos intermediários (extensões ou redutores) - deve estar balanceado.
Este requisito rigoroso também é enfatizado na norma ISO 16084.
Quais novas ferramentas para fresamento de alumínio de alta velocidade a ISCAR oferece aos clientes? Qual dos grupos mencionados acima é o foco de Quais são os últimos desenvolvimentos?
O grupo de fresas indexáveis de uso geral foi ampliado com diversos designs originais.
Por exemplo, a gama de ferramentas com insertos cilíndricos agora inclui novos insertos destinados à usinagem de alumínio e outros metais não ferrosos.
Esses insertos, que apresentam uma face superior polida para melhorar o fluxo de cavacos e eliminar a formação de aresta postiça, são produzidos em duas geometrias: uma com aresta de corte lisa e outra com aresta de corte serrilhada.
Os insertos com aresta lisa são normalmente usados para operações de semiacabamento, enquanto os insertos com aresta serrilhada são projetados principalmente para desbaste e para usinagem em condições instáveis, como aplicações de longo alcance que exigem grande projeção da ferramenta e a usinagem de peças de paredes finas (Fig. 1).
Os cabeçotes de fresa de topo recentemente lançados com conexão roscada MULTI-MASTER e FLEXFIT, disponíveis com opção de refrigeração de alta pressão, fornecem outro exemplo (Fig. 2).
Essas cabeças aceitam as pastilhas HELIALU clássicas da ISCAR com aresta de corte helicoidal.
O projeto de fornecimento de fluido de corte foi aprimorado, utilizando modelagem de dinâmica de fluidos computacional (CFD), para maximizar a vazão e minimizar a queda de pressão.
A configuração de rosca amplia significativamente a personalização, permitindo o uso de hastes, adaptadores, extensões e redutores MULTI-MASTER e FLEXFIT, amplamente disponíveis no mercado.
Nos últimos anos, a ISCAR tem enfatizado um portfólio de ferramentas de fresamento indexáveis para alumínio, projetadas para velocidades de corte muito altas, visando aumentar a taxa de remoção de metal.
Essas ferramentas são projetadas para evitar o movimento radial da pastilha causado por fortes forças centrífugas.
Um mecanismo de travamento antimovimento dedicado garante um corte confiável durante operações prolongadas de usinagem de alta velocidade (HSM). O desenvolvimento mais recente expande o desempenho do portfólio com novas ferramentas que aceitam pastilhas grandes, permitindo profundidades de corte de até 22 mm (Fig. 3).
Essa adição permite uma utilização mais eficaz de máquinas-ferramenta modernas e de alta potência com acionamentos principais de alta velocidade.
O produto mais recente, apresentado recentemente, é uma pastilha serrilhada de 14 mm projetada para ser montada em fresas de alta velocidade HELIALU existentes.
A pastilha combina uma face de corte polida, geometria de corte superpositiva e arestas de corte serrilhadas afiadas para ação de divisão de cavacos.
A quebra de cavacos largos em pequenos segmentos melhora a evacuação de cavacos, reduz a necessidade de recorte, aumenta a estabilidade dinâmica da ferramenta e permite taxas de avanço mais altas, aumentando assim a produtividade em operações de fresamento de desbaste (Fig. 4).
Naturalmente, fresas de topo de metal duro e ferramentas intercambiáveis com cabeçotes de metal duro substituíveis também estão em constante desenvolvimento.
As inovações recentes incluem diversas SCEM e cabeçotes com vários perfis.
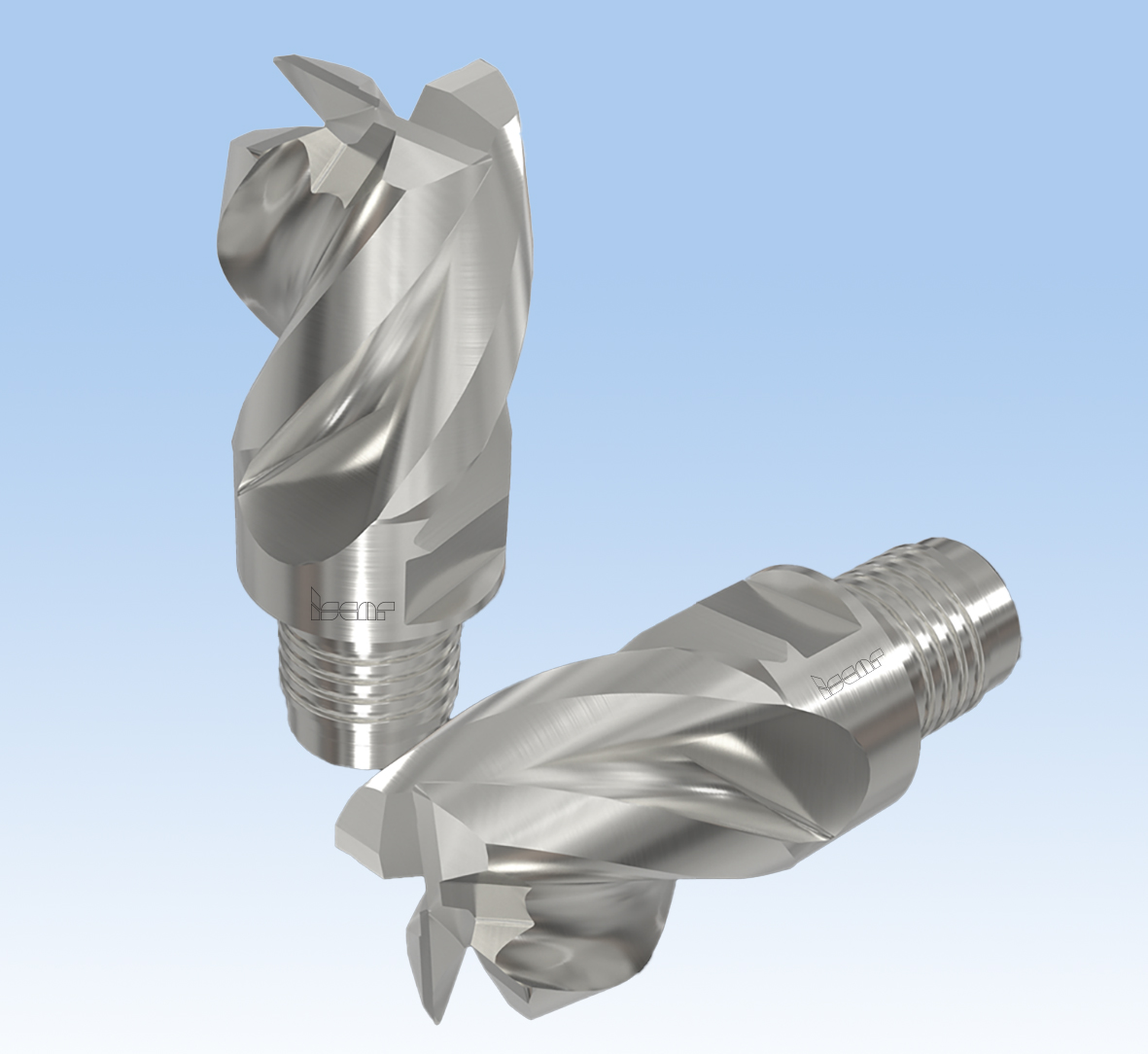
Por exemplo, uma cabeça MULTI-MASTER de quatro canais e 32 mm de diâmetro (Fig. 5) emprega ângulos de hélice variáveis para melhorar a estabilidade dinâmica, permitindo um corte consistente em uma ampla gama de operações, do desbaste ao acabamento.
Os avanços em máquinas-ferramenta expandiram significativamente os limites de velocidade de rotação e avanço, permitindo velocidades de corte mais elevadas.
O Fresamento de alumínio em altíssima velocidade está emergindo como um paradigma orientador, o que, por sua vez, impõe novas exigências ao projeto de ferramentas de corte.
Resta saber como os fabricantes de ferramentas atenderão a esses desafios