O alumínio possui qualidades únicas e pode se transformar de branco para prata. É incorrosível como ouro, tão tenaz quanto ferro, tão fusível quanto cobre e tão leve quanto vidro. É trabalhável e amplamente encontrado na natureza, pois é baseado em alumina, que forma a base da maioria das rochas. O alumínio é três vezes mais leve que ferro; em resumo, parece ter sido criado expressamente para fornecer material de projétil! Essa característica do alumínio, descrita por Júlio Verne, o romancista, poeta e dramaturgo francês muitos anos atrás, explica porque o alumínio e suas ligas se tornaram materiais de engenharia essenciais. Sua natureza leve, boa conformabilidade e usinabilidade, e alta resistência à corrosão tornaram o alumínio extremamente popular na indústria aeroespacial, automotiva e de embalagem, bem como na fabricação de moldes de resina, utensílios domésticos e outros campos. O uso de alumínio puro é limitado. Na maioria das aplicações industriais, o alumínio é usado na forma de ligas com vários elementos de liga, tipicamente cobre, magnésio, silício, zinco e outros. Portanto, ao discutir a usinagem de alumínio, geralmente nos referimos ao corte de ligas de alumínio.
O alumínio é considerado um material com boa usinabilidade. Existe uma crença forte de que a usinagem de alumínio não causa problemas específicos. "Pegue uma ferramenta de corte afiada e usine alumínio o mais rápido possível" - esse princípio é muito comum no ambiente de fabricação. De fato, o alumínio é um dos materiais mais usináveis da engenharia. Portanto, a principal tarefa ao usinar alumínio, conforme os fabricantes percebem, é garantir produtividade máxima com base nas capacidades das máquinas-ferramentas. Isso está correto; porém, sua ferramenta de corte não deve apenas permitir isso, mas também facilitar uma vida útil razoável da ferramenta e não quebrar logo depois. Então, quais são os principais problemas ao usinar alumínio e quais são os requisitos para que uma ferramenta de corte possa resolver esses problemas?
Embora o alumínio tenha boa usinabilidade, o corte de alumínio apresenta desafios. Aqui estão alguns deles:
• Diferença na Usinabilidade
A usinagem de alumínio depende de vários fatores, um dos quais é sua composição química. Por exemplo, o percentual de silício é um aspecto importante que afeta a vida útil da ferramenta. Outro fator é o método de fabricação: geralmente, existem dois grupos principais de ligas de alumínio – fundidas e forjadas, com o último representando a maioria das ligas. Esses grupos podem ser ainda divididos em ligas tratáveis termicamente e não tratáveis termicamente. Além disso, houve um aumento no uso de ligas de alumínio sinterizadas na indústria. Todos esses fatores influenciam a usinabilidade, que pode variar dentro de limites relativamente amplos. Algumas ligas apresentam usinabilidade que é aproximadamente metade da do alumínio comercialmente puro.
• Evacuação de Cavacos
Ao cortar, o alumínio gera cavacos longos e ondulados que podem se enrolar na ferramenta de corte e na peça usinada. Isso pode causar problemas com a evacuação de cavacos e piorar o acabamento da superfície.
• Aresta acumulada
O alumínio tende a formar aresta acumulada (BUE) na ferramenta de corte, o que afeta negativamente o acabamento da superfície e a precisão da usinagem. A alta condutividade térmica do alumínio contribui para o desenvolvimento da BUE.
• Qualidade da Superfície
A aderência do alumínio à ferramenta de corte resulta em uma formação de resíduos que diminui a qualidade da superfície usinada.
• Estabilidade da Usinagem
A baixa rigidez do alumínio pode ser uma fonte de vibração, reduzindo os resultados da usinagem.
A usinagem aparentemente simples de alumínio está relacionada a vários problemas, que requerem soluções apropriadas. A ferramenta de corte tem um papel pequeno, provavelmente até crítico, para alcançar sucesso neste processo. O desenvolvimento de ferramentas de corte para usinagem de alumínio inclui várias direções.
Material de Corte
Graus de carboneto avançados, incluindo os revestidos e diamante policristalino (PCD) extra-duro, permitem um desempenho significativamente aprimorado.
Geometria de Corte
A geometria de corte otimizada, que é alcançada através de ângulos de saída e folga apropriados, arestas de corte afiadas, a topologia das superfícies de formação de cavacos e a forma dos espaços de cavacos, é um fator significativo na melhoria da ação de corte. Ela garante fluxo livre de cavacos e reduz o fenômeno de BUE.
Design da Ferramenta
A usinagem de alumínio envolve altas velocidades de corte, o que significa que as ferramentas de corte rotativas operam em velocidades rotacionais substanciais e podem experimentar cargas centrífugas consideráveis. Isso coloca requisitos adicionais no comportamento dinâmico e no equilíbrio dinâmico da ferramenta, especialmente no caso de designs de ferramentas indexáveis e soluções de ferramentas modulares. O resfriamento eficaz é um fator importante para melhorar a evacuação de cavacos, eliminando resíduos e diminuindo a formação de BUE. O fornecimento de fluido de corte direcionado diretamente para a zona de corte através da ferramenta é uma maneira útil de melhorar o resfriamento e a lubrificação nas operações de corte.
As ferramentas de corte para usinagem de alumínio são destaque na linha de produtos da ISCAR, sendo uma fabricante líder de ferramentas. Essas ferramentas ocupam um lugar significativo entre as soluções de torneamento, fresamento, furação e roscagem oferecidas pela empresa. Nos últimos anos, a ISCAR introduziu vários novos designs que enriqueceram esses produtos. Os novos produtos exemplificam as tendências de desenvolvimento em ferramentas para usinagem de alumínio.
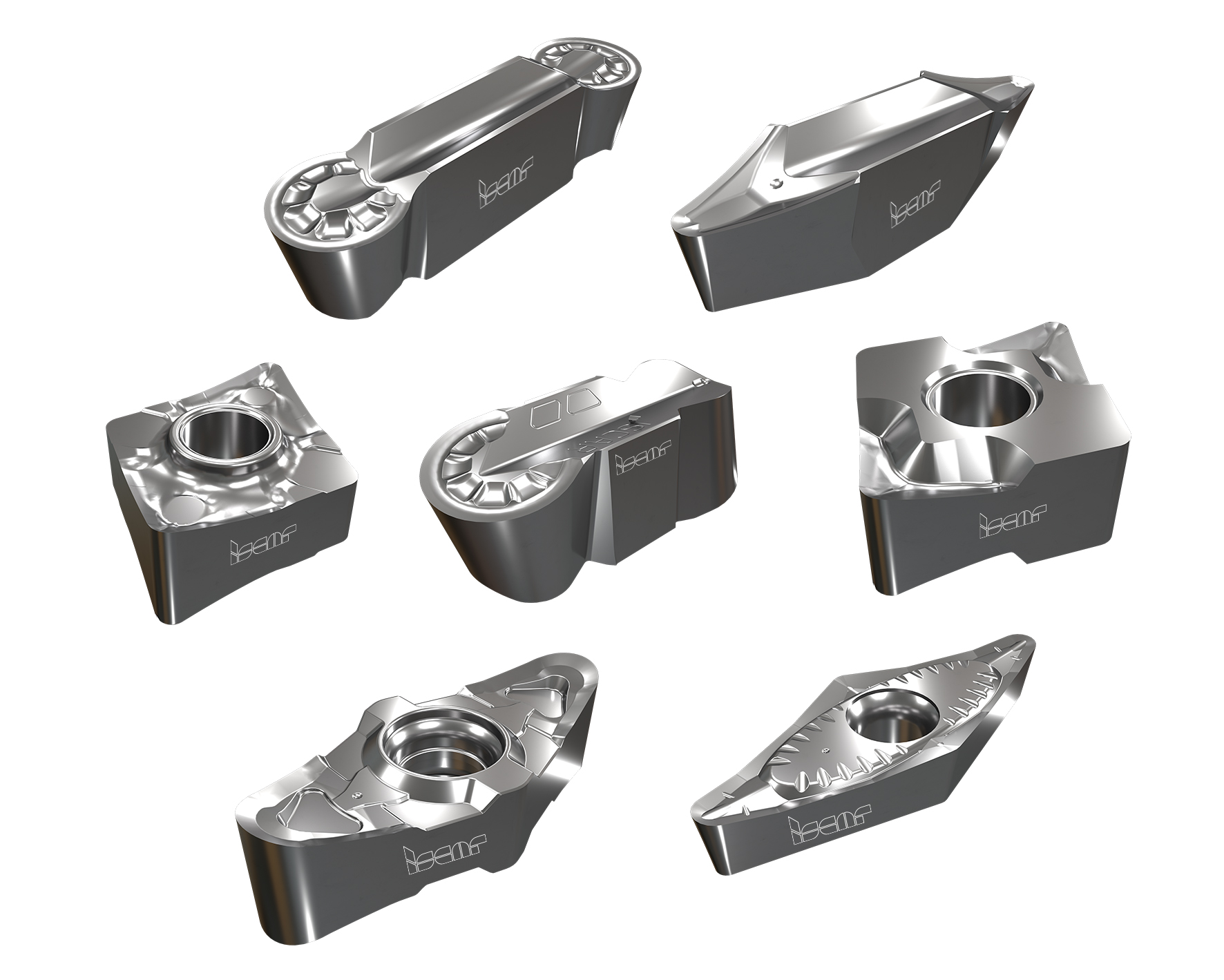
O revestimento de carbono tipo diamante (DLC) oferece uma combinação vantajosa de alta dureza e excelente resistência ao desgaste. Além disso, a baixa razão de atrito do DLC contra o alumínio ajuda consideravelmente a reduzir a adesão e a formação de aresta acumulada (BUE) durante o corte. Essas propriedades tornam o DLC ideal para usinagem de metais não-ferrosos, particularmente alumínio contendo até 12% de silício. Os dois graus de carboneto revestidos com DLC nanoestruturado da ISCAR—IC1520 para pastilhas de torneamento e ranhura (Fig. 1), e IC1508 para fresas de topo sólido e pastilhas de corte— expandem as opções do cliente para melhorar a eficiência.
Os produtos de faixa padrão indexáveis da ISCAR foram aprimorados com novos pastilhas apresentando geometrias de corte especificamente projetadas para usinagem de alumínio. Estes incluem pastilhas de ranhura de dupla extremidade de alta precisão e pastilhas de torneamento tipo ISO romboidal e trigonal de dupla face. Todos eles têm faces de saída polidas com quebradores de cavacos especialmente moldados para eliminar a formação de aresta postiça e garantir um corte suave e leve. Nas famílias de ferramentas de carboneto sólido, a ISCAR adicionou novas fresas com design de canal variável para melhorar as capacidades de amortecimento de vibração.
A troca rápida de ferramentas é uma das principais tendências na indústria de trabalho de metais. Especificamente para clientes envolvidos na usinagem de rodas de alumínio, a ISCAR desenvolveu uma nova gama de ferramentas modulares de troca rápida para várias operações de torneamento externo e interno, incluindo perfilagem e corte de rasgos, facejamento e furação (Fig. 2). O sistema utiliza uma conexão de cauda de andorinha e contato de face completa entre a cabeça de corte com uma pastilha intercambiável e o corpo, fornecendo forças de fixação extremamente altas para garantir estabilidade e resistência a condições de usinagem severas.
Na fresagem com pastilhas intercambiáveis, a ISCAR expande sua família HELIALU com pastilhas feitas de um grau submicron duro para manter a nitidez da aresta de corte da pastilha. As novas pastilhas de alta precisão apresentam geometria de corte agressivamente positiva e face de saída polida, destinadas à fresagem de alumínio e ligas de alumínio-lítio em taxas de avanço muito altas (Fig. 3).
Novos produtos também foram adicionados à MULTI-MASTER, a popular família de ferramentas montadas versáteis com cabeças de corte intercambiáveis. Esses produtos incluem cabeças de fresamento de carbeto sólido com três flautas a 90° com geometria resistente a vibrações e cabeças em forma de barril com quatro canais, que são principalmente direcionadas para fresagem em 5-eixos de superfícies complexas.
A manufatura aditiva (MA) abre novos horizontes para o desenvolvimento de ferramentas. Novas cabeças intercambiáveis com pastilhas intercambiáveis com adaptações roscadas MULTI-MASTER e FLEXFIT (Fig. 4) fornecem uma opção de fornecimento de fluido de corte de alta pressão (HPC) através de canais internos e saídas produzidas usando tecnologias de impressão 3D. Esses canais são otimizados para fluxo de fluido usando dinâmica de fluidos computacional. As adaptações roscadas permitem personalização com base no princípio de modularidade das famílias MULTI-MASTER e FLEXFIT, que oferecem uma ampla variedade de adaptadores, extensões e redutores substituíveis. As cabeças, que também são adequadas para usinagem com lubrificação de quantidade mínima (MQL), expandem significativamente a faixa de aplicação para fresagem de ligas de alumínio, incluindo as abrasivas com alto teor de silício.
A MA permite a criação de configurações de ferramentas engenhosas para atender aos requisitos de aplicações de usinagem específicas. Um bom exemplo é uma ferramenta de furação especial com pastilhas com ponta de diamante policristalino (PCD) que combina harmoniosamente design inventivo, os resultados da otimização de design através de análise estrutural usando o método dos elementos finitos (FEM) e capacidades de impressão 3D (Fig. 5). Então, o alumínio é realmente tão fácil de usinar? Provavelmente, mas apenas se você tiver ferramentas realmente eficazes à sua disposição.