Höghastighetsfräsning (HSM) av aluminium och dess legeringar innebär skärhastigheter som är avsevärt högre än standardvärden.
Denna metod säkerställer effektiv materialavverkning samt utmärkt ytfinhet och noggrannhet. Även om det inte finns någon strikt definition av HSM-hastigheter, anses de generellt ligga mellan 1,5 och 4 gånger de typiska värdena.
För att uppnå HSM-hastigheter krävs att fräsverktygen arbetar vid extremt höga varvtal, ofta upp till 30 000 RPM eller mer.
Skärverktyg för höghastighetsfräsning av aluminium och aluminiumlegeringar klassificeras, precis som fräsar för generella användningsområden, vanligtvis i tre typer, beroende på hur de är konstruerade:
- Vändskärsfräsar
- Solida hårdmetallpinnfräsar
- Verktyg med utbytbara skärhuvuden, ex ISCAR:s MULTI-MASTER-familj
Fräsning vid extremt höga varvtal ställer krav på att verktygen tål betydande centrifugalkrafter, bibehåller god balans och uppfyller säkerhetskrav.
Ett centralt mål är att redan i konstruktionsstadiet uppnå en massfördelning som är symmetrisk kring verktygets axel, vilket ger en ”balanserad design”.
Detta gäller den virtuella modellen och ersätter inte den fysiska balanseringen av det färdiga verktyget,
men minskar obalans och gör den slutliga balanseringen enklare och mer tillförlitlig.
Solida verktyg och utbytbara solida skärhuvuden är tillverkade i ett enda stycke.
Detta gör det mycket enklare att uppnå massbalans redan på konstruktionsstadiet, särskilt när man använder 3D-modellering i en modern CAD-miljö.
För vändskärsfräsar däremot, som består av flera sammansatta delar, är kraven svårare att möta.
Konstruktionen av vändskärsfräsar för höghastighetsfräsning av aluminium fokuserar på att hantera specifika utmaningar:
- Förhindra radiell förskjutning av skäret till följd av höga centrifugalkrafter.
- Minska vikten på verktygskomponenterna för att på så sätt minska centrifugalkrafterna.
- Säkerställa ett mjukt och lätt skärförlopp, även vid operationer som kräver långa verktyg.
- Optimera spånkanalens profil för maximal spånavgång utan att kompromissa med verktygskroppens styrka.
- Utforma invändiga kylkanaler för effektiv kylvätsketillförsel.
ISCAR:s sortiment av indexerbara fräsverktyg för aluminium delas in i tre grupper:
1. Multifunktionella fräsverktyg som lämpar sig för normala skärhastigheter.
2. Högeffektiva HSM-fräsar som är specialkonstruerade för att klara extremt höga skärhastigheter.
3. Fräsverktyg med förbättrad rampningskapacitet, vilket möjliggör skärhastigheter som ligger mellan de två första typerna.
Verktyg i den första gruppen används vid hastigheter upp till ca 1000 m/min.
In HSM at exceptionally high rotational speeds, centrifugal forces become substantial.
Den andra gruppen, med mekanismer som förhindrar radiell förskjutning av skär, klarar hastigheter upp till ca 5000 m/min
Den tredje gruppen är optimerad för tillämpningar som kräver rampning och klarar upp till 2000 m/min.
Vid höghastighetsfräsning av aluminium ger de höga centrifugalkrafterna betydande belastning på de skruvar med vilka skäret spänns fast.
För att säkerställa att dessa skruvar inte lossnar bör de regelbundet bytas ut i enlighet med de specifika instruktioner som medföljer verktyget.
Som en allmän riktlinje rekommenderar ISCAR att skärskruven byts ut efter vart tionde skärbyte.
För vissa HSM-fräsar levereras skären med tillhörande skärskruvar i samma förpackning.
Valet av skär och skruvar sker med snäva toleranser för att klara den balanseringsgrad som krävs. I dessa fall bör skruvarna bytas ut samtidigt med skären.
Det är viktigt att förstå att kraven på balansering inte bara gäller själva verktygsenheten dvs. verktygskroppen, skären och de olika delarna, t.ex. skruvarna.
Hela verktygssystemet inklusive verktyg, grundhållaren som är monterad i verktygsmaskinens spindel och alla mellanliggande delar (skaftförlängare eller reduceringsdelar), måste vara balanserade.
Detta rigorösa krav betonas också i ISO 16084-standarden.
Vilka nya verktyg för höghastighetsfräsning av aluminium har ISCAR lanserat och vilken av de ovan nämnda grupperna har utvecklats med den senaste tekniken?
De multifunktionella vändskärsfräsarna för allmän fräsning har utökats med diverse nya, innovativa egenskaper.
Till exempel har sortimentet med runda skär nu utökats med ett antal nya skär avsedda för bearbetning av aluminium och andra icke-järnhaltiga metaller.
Dessa skär, som har en polerad spånsida för att ge bättre spånflöde och förhindra löseggsbildning, tillverkas i två geometrier: en med slät skäregg och en med serraterad skäregg.
Skär med slät egg används vanligtvis för medelfin bearbetning, medan skär med serraterad egg främst är avsedda för grov bearbetning och bearbetning under instabila förhållanden, t.ex. när det krävs lång räckvidd med stort överhäng samt vid bearbetning av tunnväggiga arbetsstycken (bild 1).
Ett annat exempel är de nyligen lanserade pinnfräshuvudena med MULTI-MASTER- och FLEXFIT-koppling, som finns att få med högtryckskylning (bild 2).
Dessa skärhuvuden använder ISCAR:s klassiska HELIALU-skär med spiralformad skäregg.
För att maximera flödeshastigheten och samtidigt minimera tryckfallet har kylvätsketillförseln uppgraderats med hjälp av CFD-modellering (Computational Fluid Dynamics).
Dessa fräsar ger betydligt större möjligheter till kundanpassning genom möjligheten att använda MULTIMASTER- och FLEXFIT-skaft, -adaptrar, -skaftförlängare och -reduceringsdelar som är mycket vanliga ute på verkstadsgolven.
Under senaste åren har ISCAR satsat på ett sortiment med vändskärsfräsar för aluminium, konstruerade för mycket höga skärhastigheter och därmed ökade avverkningshastigheter.
Dessa verktyg är särskilt anpassade för att förhindra radiella skärrörelser orsakade av de starka centrifugalkrafterna.
En specialkonstruerad låsmekanism som motverkar rörelser fungerar även under långvarig höghastighetsbearbetning. Portföljen utökas även med nyutvecklade verktyg för stora skär, vilka möjliggör skärdjup på upp till 22 mm (bild 3).
Detta tillskott i sortimentet gör det möjligt att utnyttja moderna, högeffektiva verktygsmaskiner med höga varvtal mer effektivt.
Den allra senaste produkten som precis lanserats, är ett 14 mm´s serraterat skär för montering på befintliga HELIALU höghastighetsfräsar.
Skäret har, förutom en polerad spånsida och en positiv spånvinkel, även vassa serraterade skäreggar som delar spånorna.
Genom att dela breda spånor i mindre segment förbättras spånevakueringen, så att man slipper ombearbeta lika ofta. Delade spån förbättrar dessutom verktygets dynamiska stabilitet vilket möjliggör högre matningshastigheter för ökad produktivitet vid grovfräsning (bild 4).
Naturligtvis fortsätter ISCAR även att utveckla såväl sina solida hårdmetallpinnfräsar och verktyg med utbytbara skärhuvuden.
Bland de senaste innovationerna finns flera solida hårdmetallpinnfräsar och skärhuvuden med olika profiler.
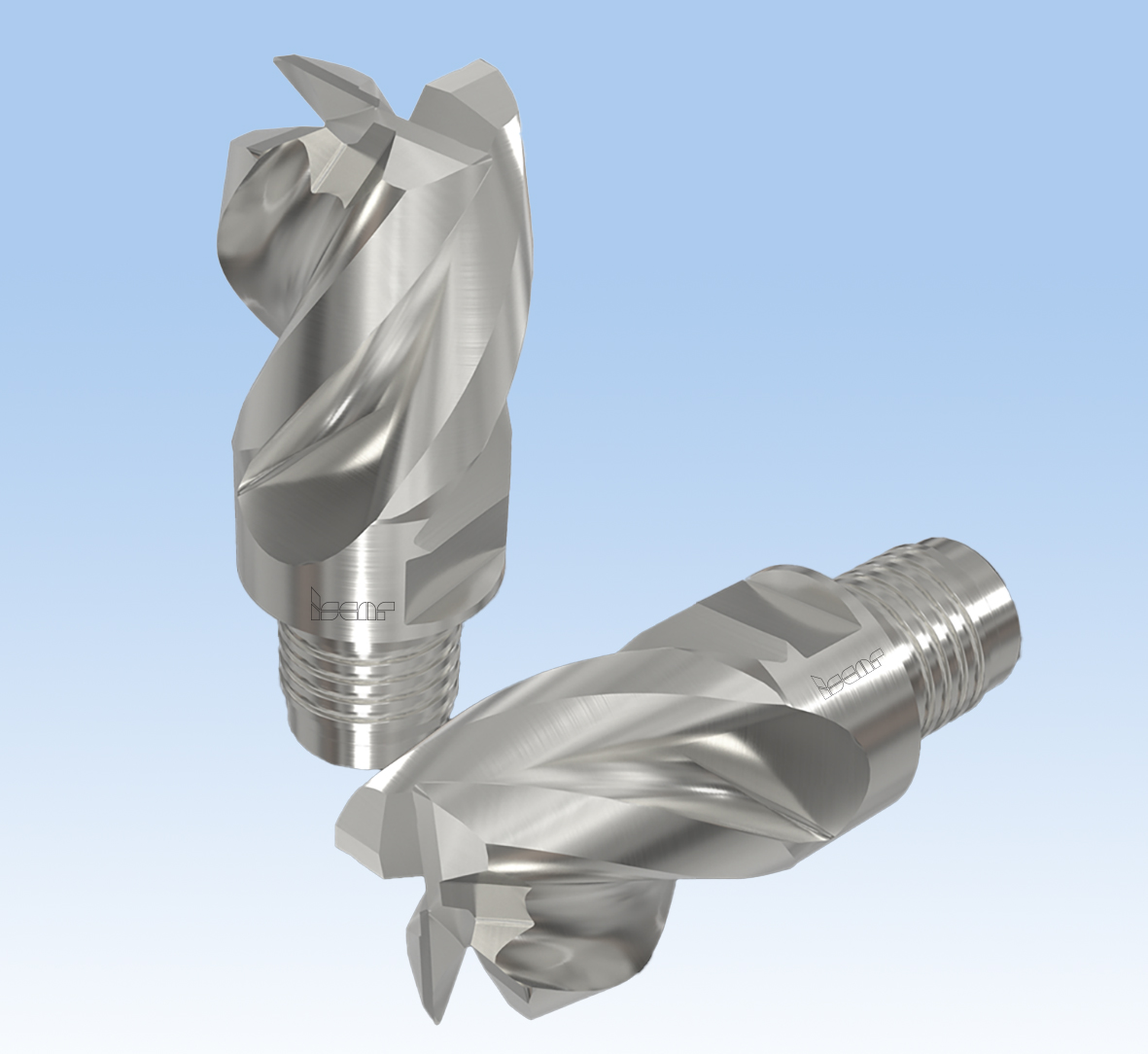
Ett exempel är ett Ø 32 mm´s MULTI-MASTER-huvud med fyra skär (bild 5) där variabla spiralvinklar förbättrar den dynamiska stabiliteten för allt från grov- till finbearbetning.
Med de framsteg som gjorts inom området verktygsmaskiner har gränserna för rotationshastighet och matningshastighet kunnat flyttas fram rejält, något som gjort det möjligt att använda mycket högre skärhastigheter.
Höghastighetsfräsning av aluminium är på god väg att utvecklas till det nya normala arbetssättet, vilket i sin tur ställer nya krav på skärverktygens konstruktion.